Механическая обработка
Предоставляем услуги по механической обработке.
Производим: токарную, фрезерную обработку, координатно-расточные и горизонтально расточные работы, работы по плоской и круглой шлифовке, термообработку, изготавливаем изделия сложной конфигурации на обрабатывающем центре. Производим механическую обработку изделий различного назначения и конфигурации: валов, втулок, плит, вилок, кронштейнов, зубчатых колес и других типовых и нестандартных металлоизделий. В работу принимаются серийные и мелкосерийные, а так же единичные заказы.
Гарантируем выполнение заказов в срок в соответствии с требованиями чертежей. Соответствие материала заготовок подтверждается сертификатами качества на материалы от заводов производителей. Производим маркировку и упаковку готовой продукции.
Принятие решения по оказанию данных услуг производиться после проверки и технического контроля чертежей и деталей, предоставленных заказчиком. Специалисты предприятия помогут выполнить разработку конструкторской и технологической документации по техническим требованиям или образцам заказчика в случае ее отсутствия.
Работ могут производиться не только на технологической базе предприятия, но и с использованием технологических средств заказчика.
Детальную информацию о наших возможностях Вы сможете получить в интересующем Вас разделе.
Токарные работы
Токарные работы являются наиболее распространенным методом механической обработки изделий резанием. Токарные работы позволяют обработать наружные, внутренние, цилиндрические, конические, фасонные, торцевые поверхности, вытачивание пазов и канавок, отрезку заготовки, нарезание наружной и внутренних резьбы.
Производим обработку деталей из металла на универсальных токарных станках и станках с ЧПУ. Точение производится традиционным способом с использованием современных токарных резцов в т.ч. со сменными твердосплавными пластинами и эльбором.
Максимальные габариты заготовки при выполнении токарных работ составляют: — диаметр — 800 мм; — длина — 4500 мм

Фрезерные работы
Фрезерные работы проводятся на универсально-фрезерных станках позволяющих осуществлять горизонтальное и вертикальное фрезерование, а также фрезерование под разными углами различным инструментом с использованием делительных головок и поворотных столов, что позволяет изготавливать детали сложной конфигурации, в т.ч. кулачки для различных видов оборудования.
При выполнении фрезерных работ используются следующие виды фрезерования:
- концевое фрезерование — пазы, канавки, подсечки; колодцы, карманы, окна.
- торцовое фрезерование — фрезерование больших поверхностей.
- фасонное фрезерование — фрезерование профилей.
Существуют также специализированные дисковые фрезы, предназначенные для отрезки.
Максимальные габариты заготовки при выполнении фрезерных работ — 600x2000x700 мм.

Зуборезные работы
Зубонарезание — процесс обработки зубьев зубчатых колёс и др. деталей, имеющих зубья, на зубообрабатывающем станке путём снятия стружки зуборезным инструментом. При обкатке используются червячные фрезы, зубонарезные гребёнки, долбяки, зубострогальные резцы
Работы проводится на зубофрезерных и зубодолбежных станках.
Выполняем нарезание эвольвентных и червячных зубчатых колес. Изготовим шестерни, шлицевые валы, звездочки к цепям, цилиндрические и конические колеса с прямым и косым зубом из стали, латуни и других материалов. Зубчатые колеса и шестерни изготавливаются как наружного, так и внутреннего зацепления.
Шестерни изготавливаем не только по чертежам, но и по части сломанного экземпляра.
Максимальные параметры зубчатых колес:
- Зуборезные работы: Макс модуль – М=15, диаметр — 500 мм
- Зубодолбежные работы: Наружное зацепление Макс D зубчатых колес — 500 мм, Макс модуль М =6
- Зубодолбежные работы: Внутреннее зацепление Макс D зубчатых колес — 400мм, Макс модуль М =6

Протяжные и строгальные работы
Поперечно-строгальные работы
Макс размеры заготовки 450х560х600 мм
Продольно-строгальные работы
Макс размеры заготовки 4000х1000х1500 мм
Протяжные работы
усилие протягивания 20 тн, макс ход каретки 1600 мм
Долбежные работы
Макс ход долбяка 350мм/мин ход 50 мм, Макс ход долбяка 100мм/мин ход 10 мм, Макс вес заготовки 100 кг

Термообработка
Термообработка неотъемлемый, важный и ответственный процесс при обрабатывании металла с целью направленного изменения его структуры и свойств.Наша компания имеет широкие производственные возможности для осуществления различных видов термообработки конструкционных, легированных, нержавеющих сталей и цветных сплавов.
Мы выполняем объемную закалку с максимальными габаритами: 500х500х1000мм. Также производим такую поверхностную термообработку как ТВЧ с максимальными габаритами: L=1500 D=150; цементацию до 2000x2000 мм; азотирование. Совершаем гомогенизацию и рекристаллизационный отжиг, отпуск, химико-термическую обработку (ХТО), термомеханическую обработку, нормализацию, аустенизацию и др.
У нас имеются установки и технологии для дифференцированной термообработки, исключающие закалку в масле или полимерных закалочных средах при изготовлении изделий различной конфигурации и назначения типа штампов, отливок, прокатных валков, зубчатых колес, ножей гильотин и пр. Для нагрева изделий используются модернизированные термические печи, а также специализированные термические агрегаты скоростного газопламенного нагрева.
Термическая обработка стали
Печи: высокотемпературная 1100 град, Ф 500 мм/длина 900 мм
цементационная 950 град Ф 500 мм/ длина 1200 мм
шахтная 900 град Ф 500 мм/ длина 1500 мм
камерная 900 град Ф 400 мм/длина 700 мм
Расточные и координатно-фрезерные работы
Осуществляем расточные операции сверловка, расточка, фрезерование и т.д. на координатно-расточном станке с ЧПУ. Координатно-расточные работы проводятся на горизонтально- расточном станке и на вертикально- фрезерном станке с ЧПУ.
Максимальные габариты заготовки при выполнении фрезерных работ — 1200x1200x1200 мм.

Шлифовальные работы
Шлифовка — процесс окончательной обработки деталей путём снятия с них тонкого слоя материала вращающимся абразивным элементом. Шлифовальные работы позволяют добиться высокой точности обработки металла, снимая слои материала с крайне высокой точностью. Как правило операция шлифовки детали является окончательной в технологическом процессе механообработки деталей.
Шлифовальные станки классифицируют по принципу действия и расположению детали. Различают круглошлифовальный, плоскошлифовальный, бесцентрошлифовальный и внутришлифовальный и др. виды станков.
Выполняем шлифовальные работы на плоскошлифовальных, круглошлифовальных и внутришлифовальных станках.
Круглошлифовальные работы
Расстояние между центрами 1500 мм
Макс Ф шлиф 1300 мм
Макс вес заготовки 200 кг
Плоскошлифовальные работы
Макс размер заготовки 2000х680 мм высота 425 мм
Внутришлифовальные работы
Макс Ф заготовки 400 мм/ длина 320 мм
Макс Ф шлиф отверстия 300 мм/ длина 320 мм
Макс вес 25 кг
Сверление
Сверление является наиболее распространенным методом получения отверстий в сплошном материале. Движение резания при сверлении — вращательное, движение подачи — поступательное.
Резка и рубка металла
Выполняем резку сортового металла — на ленточных пилах.
Ленточнопильная резка металла
Ленточнопильная резка металла является механическим способом обработки металла, которая ведется на натянутом на двух шкивах полотне в корпусе станка. Данная технология используется при резке заготовок из конструкционной, высоколегированной, нержавеющей и быстрорежущей стали, легких сплавов или цветных металлов.
Наши возможности
- Раскрой профилей: круг, уголок, швеллер, труба круглая, прямоугольная и квадратная и др.
- резка заготовок диаметром (размером) до 300мм
- Возможна угловая резка

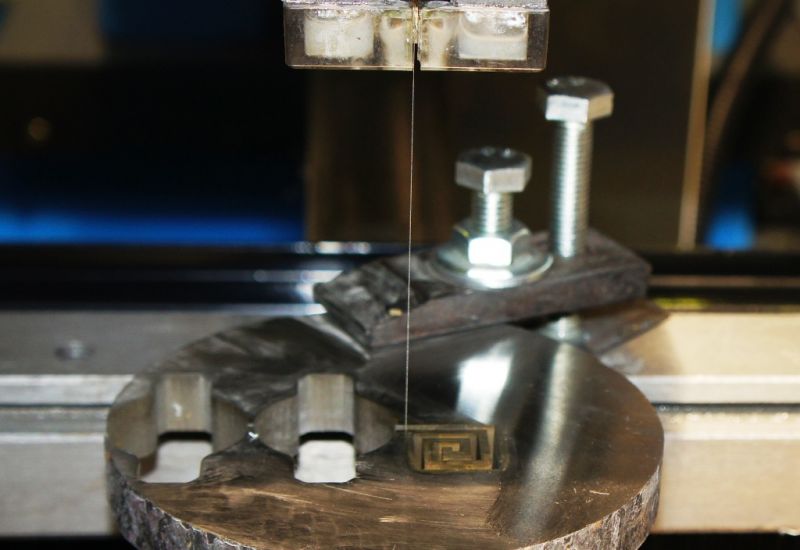
Электроэрозионные работы
Электроэрозионная обработка (электроэрозия) основана на вырывании частиц материала с поверхности импульсом электрического разряда.
Электроискровые методы особенно эффективны при обработке твёрдых материалов и сложных изделий. При обработке твёрдых материалов механическими способами большое значение приобретает износ инструмента. Инструментом в электроискровой обработке является тонкая проволока, которая является более дешевой по сравнению с инструментом для механической обработки.
Производительность процесса, качество получаемой поверхности в основном определяются параметрами электрических импульсов (их длительностью, частотой следования, энергией в импульсе).
Выполним изготовление деталей сложных форм (матрицы, пуансоны и др.) на электроэрозионном станке.
Макс размеры заготовки 900х520х270 мм
Ход станка 320х220х270 мм